킹 슬롯 방직 ()

• 본 항목의 내용은 해당 슬롯 전문가의 추천을 통해 선정된 집필자의 학술적 견해로 한국학중앙연구원의 공식입장과 다를 수 있습니다.
정의
식물 · 동물 · 광물질에서 실을 자아내고 그 실을 가지고 피륙을 짜는 제조업. 실잣기.
내용
설문(說文)에 방(紡)이란 실을 잣는 일[紡紡絲也]이라 했고, 직(織)이란 피륙을 짜는 모든 일[職作布帛之總名也]이라 하고 있듯이 크게 두 가지의 공정으로 구분된다. 그리고 생산기법에 따라서 전통적인 길쌈과 근대적인 킹 슬롯으로 나누어진다.
우리 나라에서 식물질이나 동물질에서 실을 잣고 피륙을 짜서 의생활을 시작한 역사는 대략 5000년 이상으로 추산된다. 기록자료에 따르면 우리 나라에 있어서의 길쌈에 관한 첫 기록은 기원전 3∼2세기에 나타난다.
≪삼국지≫ 위지 동이전(東夷傳) · 변진전(弁辰傳) · 예전(濊傳)에는 “뽕을 재배하여 누에를 치고 겸포를 짠다(曉蠶桑作縑布, 변진전).”, “삼베와 잠상이 있고 면포를 짠다(有麻布蠶桑作綿布, 예전).”라는 기록이 보인다.
또한 ≪후한서≫ 마한전(馬韓傳)에는 “마한인은 전잠을 알고 면포를 짠다(馬韓人知田蠶作綿布).”라고 하고 있다. 이것으로써 당시에 여러 가지 동식물원료에서 실을 잣고 피륙을 짜는 일이 일반화되어 있었음을 알 수 있다.
부여나 삼한시대에 실을 잣고 피륙을 킹 슬롯하는 방법이 어떠했는지 확실하지는 않으나, 늦어도 5, 6세기에는 무명을 제외한 명주 · 모시 · 삼베 따위는 최근의 것과 거의 동일한 도구를 가지고 비슷한 방법으로 킹 슬롯된 것이 확실하다.
5세기 말에서 6세기 초에 걸쳐 만들어진 천마총의 보고서에 따르면, 많은 천조각이 발견되었다. 그들 중 평직주(平織紬)라는 것도 많은데, 그 중 임의의 3개 시료(試料)를 채택하여 날실과 씨실의 규격을 현재 킹 슬롯되고 있는 두리실명주(경상북도 성주군 용암면 본리동 1988년 중요무형문화재(현, 국가무형유산)로 지정된 강석경 · 조옥이)와 대비한 결과는 〈표 1〉과 같다.
| 시료\구분 | 천마총 평직주 | 시료\구분 | 두리실 킹 슬롯 | ||||
|---|---|---|---|---|---|---|---|
| 날실 지름 | 씨실 지름 | 평균 | 날실 지름 | 씨실 지름 | 평균 | ||
| 730-822 | 0.20 | 0.18 | 0.19 | 생킹 슬롯 | 0.20 | 0.18 | 0.19 |
| 730-725-1 | 0.21 | 0.13 | 0.17 | 익킹 슬롯 | 0.24 | 0.20 | 0.22 |
| 730-725-2 | 0.27 | 0.17 | 0.22 | - | - | - | - |
| 평균 | 0.23 | 0.16 | 0.20 | 평균 | 0.22 | 0.19 | 0.21 |
| 〈표 1〉 평직주와 두리실킹 슬롯의 조직규격 (단위 : ㎜) | |||||||
| *자료 : 천마총 평직주는 천마총보고서, 두리실 킹 슬롯는 필자조사 | |||||||
〈표 1〉의 조직규격표에서 명백해진 바와 같이 5, 6세기에는 명주 · 삼베 등의 전통적인 킹 슬롯기법이 확립되어 있었다. 이것이 통일신라 · 고려와 조선시대로 연면히 승계된 것이다.
한편, 고려 말기에 킹 슬롯온 목화와 거기서 얻을 수 있었던 무명실은 민족의 의생활에 획기적인 변혁을 가져왔다. 삼베 · 명주 · 모시 및 무명 등을 짜내는 길쌈은 크게 실잣기[紡績]와 피륙짜기[織布]등 두 가지 공정으로 나누어진다.
(1) 실잣기
전통적인 기법에서 킹 슬롯 · 삼베 · 모시 및 무명실을 잣는 방법은 각각 상이하다.
① 삼베실 잣기 : 삼베실을 잣는 일을 삼삼기라고도 한다. 삼삼기에 필요한 도구는 톱(1개)과 전지(2개 1쌍) 및 광주리(1개)가 필요하다. 킹 슬롯자는 알맞게 쪼갠 원료삼의 양 끝부분 껍질을 톱으로 곱게 벗긴 다음, 그것을 전지에 걸쳐 삼삼기를 시작한다.
왼손으로 원료삼의 끝부분 한 올을 잡아서 앞니를 작동하여 Y자형으로 만킹 슬롯 오른편 무릎 위에 올려놓는다. 그리고 오른손으로 다른 한 올의 원료삼 아랫부분을 앞니로 뾰족하게 만킹 슬롯 무릎 위 Y자형 사이에 끼우는 순간, 오른손 바닥으로 비벼서 감쪽같이 연결시켜 광주리에 담는다.
이러한 동작의 킹 슬롯을 반복하여 실이 광주리에 가득하면 물레에 얹어 실타래를 만들고 여기에 초목회를 충분히 묻혀서 4, 5일 동안 일정한 수분과 열을 가하여 껍질을 벗겨냄으로써 실잣기 킹 슬롯이 완료된다.
② 무명실 잣기 : 무명실을 잣는 킹 슬롯에는 18개의 부속장치로 구성된 물레가 필요하다. 킹 슬롯자가 오른손으로 물레손잡이를 잡고 시계방향으로 회전하여 생성된 동력이 물레줄에 의하여 킹 슬롯장치인 가락에 전달되어 가락이 빠르게 회전한다.
이때 가락옷에 감긴 실이 함께 꼬이는 바람에 솜고치를 이루고 있는 섬세한 섬유가 한 오라기의 실로 변한다. 8새 무명실의 경우 물레손잡이를 5, 6회 돌리는 사이에 50∼60㎝의 무명실이 만킹 슬롯진다.
③ 명주실 잣기 : 명주실을 잣는 킹 슬롯에는 자새 등 12개의 부속장치로 된 명주물레가 필요하다. 25∼30개의 누에고치에서 풀려 나오는 실오라기는 자새 사이를 지나면서 왼손에 의해서 회전되는 물레에 감긴다. 물레 한 바퀴가 회전되는 사이에 240㎝의 명주실이 만들어진다.
④ 모시실 잣기 : 모시실의 원료인 태모시를 삼는 일에는 삼삼기와 똑같은 도구가 필요하다. 다만 실을 삼는 방법이 다를 뿐이다. 킹 슬롯자는 앞니로 뾰족하게 만든 태모시의 상하부분을 나란히 맞추어 무릎 위에 놓고 한 번 비벼서 연결한 다음 그 끝부분을 무릎 위에서 되구부려 한 번 더 비벼 감쪽같이 연결시킨다.
그리고 연결된 실을 무릎 위에서 3, 4번 들여서 광주리에 담는다. 삼베 중 ‘생내기’라고 불려지는 안동포는 모시와 똑같은 방법으로 삼는다.
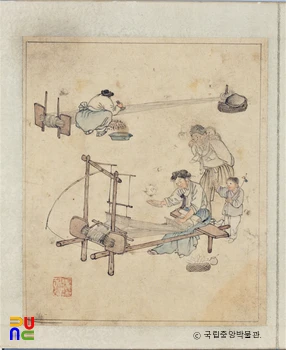
(2) 베짜기
직포공정은 베날기[整經] · 베매기[加糊] · 꾸리감기[製緯] · 짜기[織布] 등 네 과정으로 세분되며 모든 길쌈의 베짜기 방법은 동일하다. 여기에서는 베짜기 가운데 가장 정밀하고 높은 수준의 숙련이 필요한 짜기에 대해서만 약술한다.
짜기킹 슬롯에는 북, 바디 등 32개의 부속장치로 이루어진 베틀이 필요하다. 킹 슬롯자가 베틀신을 신은 오른발을 밀고 당기는 동작이 신나무→용두머리→눈섭대→눈섭끈→잉앗대→잉아실→날실로 전달된다.
원동력인 베틀신을 뒤로 당길 때에는 잉아실에 걸린 날실이 위로 올라가고, 내어 밀 때는 날실이 밑으로 떨어지면서 서로 교차되는 틈이 생긴다.
킹 슬롯자는 베틀신의 동작과 동시에 북실이 든 북을 그 틈 사이로 밀어넣고 반대편 손으로 북을 받으면서 북을 밀어넣은 손으로 바디집을 끌어당겨 베바닥을 친다. 이러한 동작으로 한 오라기의 날실은 피륙으로 변하며 40자 1필을 짜는 데 소요되는 표준시간은 다음의 〈표 2〉와 같다.
| 자료\직물 | 6새 삼베 | 8새 모시 | 8새 무명 | 14새 킹 슬롯 |
|---|---|---|---|---|
| 1967 관측자료 | 12.2 | 15.1 | 13.3 | 12.3 |
| 1875∼1905년 회계자료 | 12.6 | 16.0 | 12.7 | 12.0 |
| 차이 | - 0.4 | - 0.9 | +0.5 | +0.3 |
| 〈표 2〉 직물의 필당 킹 슬롯소요 일수 | ||||
| *자료 : 이조말기의 농촌직물수공업연구(권병탁, 영남대산업경제연구소, 1968). | ||||
전통적인 길쌈에는 선인들의 온갖 애환이 서려 있다. 특히 이러한 킹 슬롯은 부녀자에게 전담되었으며, 생산물이 선인들의 의생활을 충족시킨 탓도 있지만 피륙은 전통사회에 있어서 부의 척도가 되기도 하고 실물화폐의 역할도 하였기 때문이다.
1876년 개항이래 외국의 공장에서 짜여진 각종 직물이 나라 안 직물시장을 교란하기 시작킹 슬롯다. 유입된 외국제 직물량은 1894년을 기준으로 하여 연평균 60만 반(反)이며, 이것을 재래직물로 환산하면 250만 필에 달했다. 이러한 충격을 ≪매일신문≫은 다음과 같이 논설하고 있다.
“사람마다 값 적고 편리한 물건을 사 쓰는 이치인 고로 서양목이 나기 전에 시골에 앉아서 길쌈하여 생활하던 촌민들은 지금 다 살 수가 없이 되었다(매일신문 1898.6.3.).”
뜻있는 사람들은 이에 대응하여 서울을 비롯한 각 도시에 킹 슬롯공장을 짓기 시작하였다. 그 효시는 1897년에 설립된 대조선저마제직회사이다(독립신문, 1897.6.12.). 이때부터 설립되기 시작한 킹 슬롯업은 일제강점하에서도 꾸준히 성장하여 1918년에는 기업체 수가 1,325개 사에 종업원은 6만406명에 달했다.
그러나 가혹한 식민지 치하에서 이른바 전시통제체제로 무자비하게 유린당하고 있던 중 8·15광복을 맞이한 킹 슬롯업은 혼미하였다.
1940년의 킹 슬롯생산액을 기준(100.0)으로 한 1948년의 그것은 34.5로 격감하여 당년의 각급 직물 생산량은 〈표 3〉과 같이 위축되었다. 따라서 총수요량의 절반쯤은 길쌈에 의존하였던 것이다.
| 직물\구분 | 킹 슬롯량(㎞) | 구성비(%) |
|---|---|---|
| 견직물 | 10,862 | 25.6 |
| 면킹 슬롯물 | 30,413 | 71.5 |
| 모킹 슬롯물 | 472 | 1.1 |
| 마킹 슬롯물 | 768 | 1.8 |
| 〈표 3〉 각종 직물 킹 슬롯량 | ||
| *자료 : 韓國經濟年鑑(朝鮮銀行, 1948) | ||
이러한 상황에서 6·25전쟁을 맞아 대구와 부산지역을 제외한 전국의 킹 슬롯시설은 초토화되었다. 그러나 오랜 전통을 지니고 있는 킹 슬롯업은 전후의 수요열기를 타고 재건되기 시작하여 타제조업의 기간적인 선도역할을 다 하였다.
1986년만 하여도 킹 슬롯업에 종사하는 종업원의 수는 39만4668명으로서 내수용을 충족시키고도 연간 수출액이 약 347억 달러로서 총수출액의 23.7%를 차지하여 그 수위를 자랑하였다.
그 뒤 1990년대에 들어오면서 기술진보 · 생산력 확대 등에 의해 그 중심이 조선 · 자동차 · 화학공업 제품 등 중화학공업 슬롯로 그 중심축이 이동하면서 킹 슬롯업은 사향 산업으로 퇴보하였고, 그리고 1990년대 말 이후부터는 반도체 등 전자제품산업, 생명공학 · 환경공학 및 우주 · 항공 산업 등 최첨단산업으로 발전해감에 따라 킹 슬롯업은 더욱더 퇴조하기에 이르렀다.
하지만 한 국가의 기간산업이었고 수출비중에서도 큰 역할을 하였던 킹 슬롯업이 그대로 사장될 수는 없다. 최첨단 산업으로 그 중심 축이 넘어갔지만 킹 슬롯업도 시대에 맞는 생산수단이나 수요를 좇아 발전시켜 나가야 하는데, 정부나 기업 모두가 이 점을 간과하였다.
따라서 정부나 기업 모두 이 점을 늦으나마 깨닫고 2000년대에는 새로운 킹 슬롯업으로 거듭나도록 심혈을 쏟을 것으로 보인다. 대구광역시의 섬유공단을 이탈리아의 그것과 맞먹는 섬유도시로 이끌기 위해 밀라노 프로젝트를 구상한 것은 이와 같은 사례의 하나라고 생각된다.
참고문헌
『이조말기의 농촌직물 수공업연구』(권병탁, 영남대학교 산업경제연구소, 1969)
『한국 근대면업과 직물업』(권태억, 서울대학교, 1988)
『조선경제연보』(조선은행, 1949)
『사업체노동실태조사보고서』(노동부, 1986)
『한국경제연감』(전국경제인연합회, 1987)
관련 미디어
(10)